


The Making Of The Lexus LFA Supercar. An Inside Report, Chapter 2: In The Clean Room.
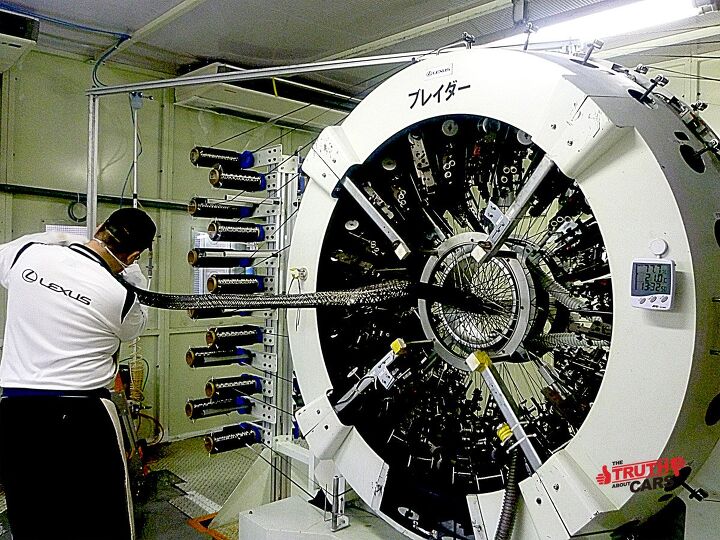
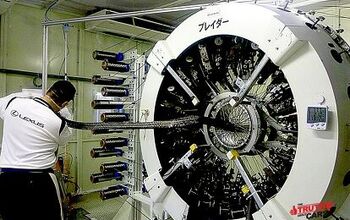
One of two circular looms on the planet. 12 layers of seamless carbon fiber are woven into what will be part T3-3RH, part A-pillar, part roof support
Yesterday, we heard how the LFA really was born (in a bar, where many good ideas are born and pitched,) and why it is made from carbon fiber. Now, we are in front of the cleanroom, and while our little group is suiting up, let’s use the time for a quick course on CFRP.
The basic principle of Carbon Fiber Reinforced Polymer, CFRP for short, is not new. It dates farther back than metal. CFRP is a composite, made from two completely different materials that are joined together to give a much stronger material. Straw and clay was such an early composite. Concrete is a more recent one. In the case of CFRP, carbon fibers are combined with epoxy, the polymer. Sometimes, the material is also called “carbon fiber reinforced plastic,” but the end product is far removed from what usually comes to mind when we think of plastic.
Chief engineer Tanahashi shows a pre-pregged carbon fiber mat
CFRP has an unsurpassed strength-to-stiffness-to-weight ratio. CFRP also comes at unsurpassed cost. It entered car making with race cars, where money is no object. As we enter the cleanroom through an air lock, it becomes evident why the stuff is so expensive.
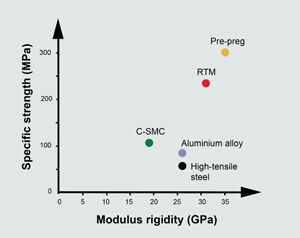
Basically, there are three different ways of making CFRP: Pre-preg, Resin Transfer Molding, (RTM), and Sheet Molding Compound (SMC), listed in the order of strength and expense. The LFA uses all three methods, depending on the required characteristics of the CFRP parts.

This reporter is being vacuumed to protect the LFA’s carbon fiber from filth and grime
The strongest parts of the LFA are made in a clean room. Our hair is covered. We wear long white coveralls. Booties go over our shoes. Someone vacuums me from top to bottom.

Cleansed, we enter the cleanroom
We enter the cleanroom through an airlock, and we are in pre-preg central.
Pre-preg is the method to make the strongest type of carbon fiber available. “It is also the most expensive,” says Masahito Miyoshi, who leads me through a maze of machinery. Miyoshi -san is in charge of a by-product of the LFA, a mountain of paperwork. He also has the honorary title of the LFA’s ambassador.
Working in the cleanroom is choice duty: The room is not just dust free. The temperature is kept at 22 degrees centigrade (72 F), the humidity at a constant 60 percent. A cool paradise compared to the hot and humid Japanese summer.
Pre-preg is not what some may think it is. Carbon fiber mats that were pre-impregnated with resin begin a metamorphosis into the LFA’s most critical parts.
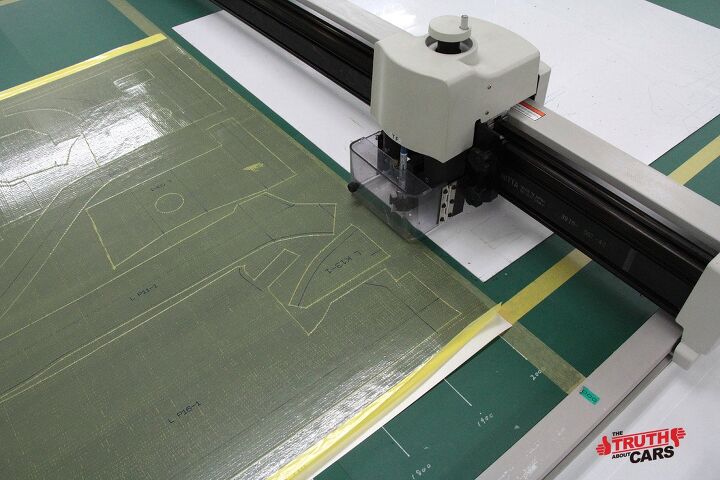
A plotter/cutter divides the pre-pregged carbon fiber into hundreds of parts
The carbon fiber mats are bought from a supplier and wait in a giant freezer until they are used. The mats have two layers of carbon fabric, the threads of the fabric layers are oriented at distinct angles.
The pre-pregged mats come to rest on a large cutting table the size of a small Japanese apartment. Vacuum sucks the mats into place. A computer-controlled plotter first draws parts numbers on the sheets. Then, the plotter withdraws its pen, brandishes a rotary cutter and in 20 minutes, the mat is dissected into a giant puzzle that will soon do duty in LFA number 424.

The dash starts with this mold
A few steps down the air-conditioned cleanroom, workers produce a dashboard. Under the hawk-like eyes of a foreman and by gloved hand, the workers layer 335 pieces of pre-pregged puzzle into a mold the size of a, well, dashboard. Sometimes, they use an industrial-strength hairdryer to form the puzzle-piece into its desired shape, and to avoid any air bubbles between layers.

335 pieces are assembled into a dashboard, a full day’s work
Like a colossal wedding cake, 13 layers of pre-preg are methodically assembled into what will be the dash panel. The layers are mated with urethane core. The cores have threaded aluminum inserts, later, they will be the counterparts for bolts.

Each piece of backing foil is accounted for
Each of the 335 pieces of the dash is checked off from an evidence sheet. The sheet gets signed by the foreman, and then signed again by a quality controller with wasp-like yellow stripes on his hat. The backing foil of the puzzle-pieces gets pulled off and is discarded, but not without being recorded on the evidence sheet.
“If they forget the backing foil, nobody would see and notice,” explains Miyoshi. “Until perhaps in an accident.” Every piece of backing foil is immortalized on the evidence sheet before it is thrown away.

One works, four watch
It takes eight hours to hand-layer this dashboard. Once done, the finished wedding cake dash is covered with a special vacuum foil and baked for another eight hours.

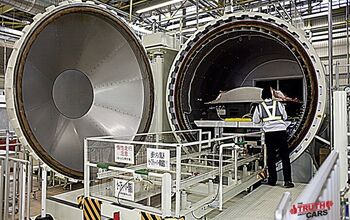
With pressure and heat, parts cure in the autoclave for eight hours
The baking happens in the autoclave next door. Picture it as a garage-sized pressure cooker. Pieces in the autoclave are covered with foil, then vacuum is applied that presses the layered piece into its mold. Two bars of pressure is applied to the autoclave, and at a constant temperature of 150 C, the parts are cooked to perfection.

The autoclave works two shifts per day
That autoclave is in high demand, and it is the only station in the genesis of the LFA where two shifts are working. During the day, a dashboard and other parts cure in the pressure vessel. At night, the side members of the LFA are being baked. This limits the production speed to one LFA per day, and the profitability of the venture is limited to forget about it. In the same time one CFRP dash is completed, a conventional machine spits out more than 1,000 plastic dash panels, far less rigid, far more weighty, but far less costly than the LFA part. Perfection has its price.
Crazy like a loom.

This time, it’s for our protection
Barely out of our white garments, we don masks again. This time, it is for our protection. Breathing microscopic carbon fibers could be hazardous to my health, I am told, as we approach a wondrous machine. It reminds me of the circular loom that was invented at Toyota in 1906, and became part of the foundation of Toyota’s later fortunes. The new circular loom weaves carbon fiber and could become an important part of Toyota’s future.

Tanahashi explains how the loom works
The new loom is called a three-dimensional braider. Only two exist on this planet, I am told, the location of the other one remains undisclosed.

Myoshi and Tamura inspect the (black) carbon sock over a (white) wax core
What looks like a long black sock goes back and forth six times while carbon fiber is spooled off 144 bobbins and braided over a core of wax that rests in a vacuum-sealed ABS pouch. Layer upon layer of carbon fiber is woven until the core is covered with 12 coats of fiber.

Tanahashi holds one of the world’s thinnest and strongest A-pillars
The finished sock-over-wax goes into a press between two molds, resin is added, heat and pressure are applied. Eight hours later, the wax is molten, and Chief Engineer Tanahashi can inspect part T3-3RH that will be part A-pillar, part roof support. The 12-layer seamless sock becomes an embodiment of supreme strength and luxurious lightness. It is one of the thinnest and yet strongest A-pillars in the business.

The 3D weaver makes a seamless mat of carbon fiber …
Bumper and grind.
Next door is another marvelous machine. Normally, weaving is a two-dimensional affair. This machine weaves into the third dimension. It interlaces 32 layers of carbon fabric, with the layers on top of each other at varying angles, into a thick mat. Carbon fibers have been reinforced before by sewing them like a quilt. However, this can also weaken the quilt along its threads where the fabric is pierced by the sewing needle. The machine avoids this by weaving into the third dimension.

… which ends up as this crashbox
With the addition of resin, the carbon quilt is transformed into a part that is held here by the LFA’s Deputy Chief Engineer, Chiharu Tamura.
“It is used for the front bumper stay,” says Tamura, who hopes that the part will never have to prove its true characteristics. “It is a crash box. The vertical fiber gives it its superb energy absorption characteristics during a crash.”
A crash box is amongst the most important automotive parts for crash energy absorption. Situated at the front of the car’s frame, a crash box waits to be hit during a crash. After impact, it is the job of the crash box to absorb and to dissipate crash energy before other body parts of machine or man are impacted.

High speed camera picture of the crashbox in action. The inset shows its location
A conventional crash box crumples as if soda cans are squeezed by a giant hand. The LFA’s 3D woven crash box does not crumple. It crumbles. A black and white picture, shot by a high speed camera during a crash test, shows how the material behaves during a crash. The crash box fragments into millions of small particles, each particle requiring energy for its separation. This box can effectively bleed-off the energy of a crash until the force falls harmlessly to the ground as millions of black crumbs.
These days, a lot of the crash testing is performed in computers, and then, to be sure, it is performed again in reality. Modeling the behavior of metals is fairly straightforward. With CFRP, the engineer is overwhelmed by a multitude of constants that are the product of fiber quality, fiber orientation, fiber density, the resin used, the number of layers, the angles of layers, the manufacturing method, and many more. In their research, the LFA team first made small samples of materials, tested them, and then used their properties for the larger test. Nevertheless, “much more crash tests were performed with the LFA than with a regular car,” Tamura said. How many, he would not disclose.
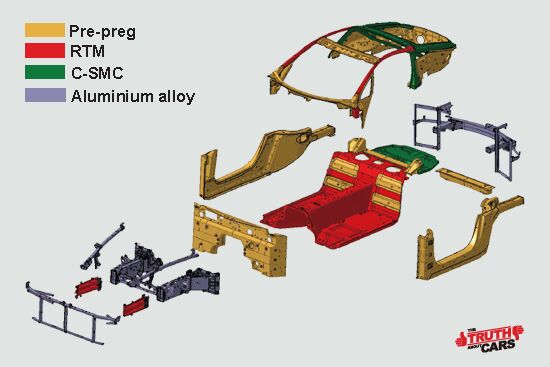
Different types of CFRP are used for different loads
Not all carbon fiber is created equal.
The pillar/roof support that comes out of the circular loom, the crash box, and many other CFRP parts of the LFA are made by another process called Resin Transfer Molding or RTM. With RTM, dry fiber is laid into a mold, liquid resin is fed into the dry fiber, 130 centigrade of heat and 3 bar of pressure are applied, prompting the part to cure. The cured parts are then machined to perfection using ultrahigh-pressure abrasive water-jet cutters, thankfully, away from our eyes.
RTM is one step closer towards mass production, but it still is a long way removed. RTM saves the cumbersome hand lay-up of pre-preg. There is no massive autoclave. However, the part still has to remain in the mold for eight hours until the resin is hardened. Eight hours saved, but still eight hours to go.
There is a third process called Sheet Molding Compound or SMC, but Tanahashi and Tamura give it short shrift as we walk through the LFA Works. With SMC, chopped pieces of carbon fiber, each about one inch short, are mixed with resin to create a high-tech version of paper mache. This mix is applied to a sheet, it goes into a mold, where it is cured under heat and pressure. This is the lowest grade of CFRP used in the production of the LFA. It is used for parts that do not require a large amount of strength, such as side panels, fenders, or parts of the rear area of the LFA. These are the only CFRP parts that are entrusted to outside suppliers.

A robot applies a rectangular bead of glue
A bond for life.
We follow Chief Engineer Tanahashi down a long corridor until we are faced by an unexpected apparatus: A robot.
Usually, most of the heavy work in car building is performed by robots. With the LFA, the robot has the job as a glue dispenser. Fed by a long hose, the robot applies carefully measured uniform amounts of epoxy resin adhesive to the many CFRP parts that make up the passenger cell of the LFA. The adhesive is not applied like the rounded bead we all know, but rather as a flat strip with square edges.
In a jig, the parts are fitted together for a one piece passenger cell. This jig is the only part that is kept from your eyes, I am not allowed to photograph it. Bonded together, the different parts of the passenger cell effectively become one, extremely light, but yet superbly stiff and strong.

Building the body of one LFA takes four days, we race through it in three hours. On the fourth day, there is what is called a body-in-white in the car making industry. Except that in the case of the LFA, it is a body-in-black. In a shiny, glossy black that we usually associate with carbon fiber.
When it is done, the people in the CFRP shop stick a picture of an LFA with a number to a whiteboard. 424 done, 76 to go.
Stay tuned for tomorrow’s installment of The Making Of The Lexus LFA, where we will follow the body to painting and assembly.
Monday, July 9: From A Bar To Bar None. How the LFA was born, and why it is made from carbon fiber.

Bertel Schmitt comes back to journalism after taking a 35 year break in advertising and marketing. He ran and owned advertising agencies in Duesseldorf, Germany, and New York City. Volkswagen A.G. was Bertel's most important corporate account. Schmitt's advertising and marketing career touched many corners of the industry with a special focus on automotive products and services. Since 2004, he lives in Japan and China with his wife <a href="http://www.tomokoandbertel.com"> Tomoko </a>. Bertel Schmitt is a founding board member of the <a href="http://www.offshoresuperseries.com"> Offshore Super Series </a>, an American offshore powerboat racing organization. He is co-owner of the racing team Typhoon.
More by Bertel Schmitt




























Comments
Join the conversation
Not too sure about that graph, it has at least one mistake. Aluminium alloy has about 1/3 the stiffness (rigidity) of steel. Ah, OK it seems to be normalised by density. The x axis is wrongly labelled. It should be "specific rigidity".
Is that prepreg layup part really a dashboard, or Is it a front firewall?